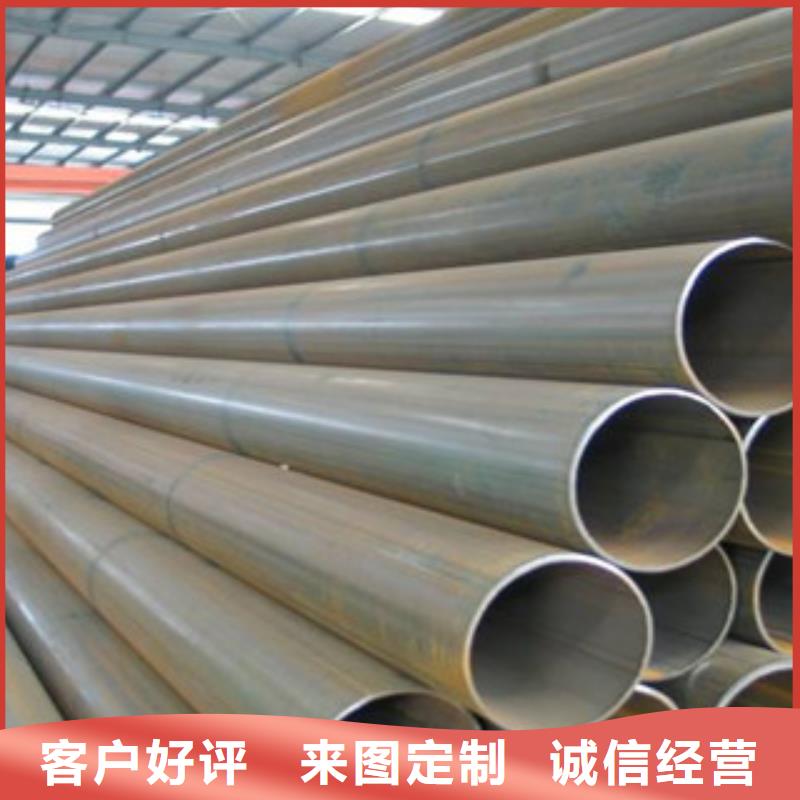


“追求品质,不忘初心”是钢兴钢管 有限公司(乐山分公司)一贯坚持的产品理念。目前,钢兴钢管 有限公司(乐山分公司)达成长期战略合作的原料供应工厂,不仅能够保障原材料的供应,更能从源头上确保用料的。从原料进库到产品出厂,各个环节,各个部门都有规范的管理和专人负责,钢兴钢管 有限公司(乐山分公司)生产的所有 Q355E无缝钢管产品均采用环保材料, Q355E无缝钢管制作工艺均符合欧美标准,关注消费者关注的,我们一直在努力!






焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。


管道发展的趋势是大口径、高强度。随着钢管直径的加大、所用钢级的提高,产生韧性断裂尖稳扩展的趋势越大。根据美国有关研究机构的试验表明,螺旋焊管与直缝焊管虽然同为一个级别,但螺旋焊管具有较高的冲击韧性。
输送管线由于输量的变化,在实际操作过程中,钢管是承受随机交变载荷的作用。了解钢管的低循环疲劳强度,对判断管线的使用寿命具有重要的意义。
按测定结果,螺旋焊管的疲劳强度与无缝管和电阻焊管相同,试验的数据与无缝管和电阻管分布在同一区内,而比一般的埋弧直缝焊管要高。



(1)在扩径率较小时,随着扩径率增大,钢管的圆度误差减小,但当扩径率增大到一定值以后,随着扩径率的增大,钢管横截面上的变形不均匀程度加剧,钢管的圆度误差将大幅增加,在实际生产中,扩径率 控制在0.8%~1.5%之间。
(2)轴向重叠量对钢管全长扩径的纵向变形均匀性和扩径效率具有一定的影响,零重叠量和较小的正向重叠量有利于减轻过渡段的“竹节”现象和提高扩径效率。
(3)增加扇形块的数目,提高扩胀速度,增强扇形块与钢管内壁间的摩擦与润滑,使接触区的摩擦系数减小等均有利于管壁应力趋于均匀分布。
(4)扩径对改善钢管的圆度效果明显。经过扩径后,钢管的圆度误差变得非常小。
